
электродвигателей для упаковочного оборудования
Когда говорят про электродвигатели для упаковочного оборудования, многие сразу думают про мощность и обороты. Мол, подобрал по каталогу — и всё работает. На деле же, это одна из самых частых ошибок. Упаковочная линия — это не набор отдельных машин, а система, где каждый привод должен ?чувствовать? соседа. И здесь ключевое — не номинальные параметры, а динамика: как двигатель ведёт себя при резком старте, как тормозит, как держит момент на низких оборотах при дозировании клея или плёнки. Именно в этих нюансах и кроется разница между просто работающей линией и линией, которая работает стабильно, без простоев и брака годами.
Опыт и типичные грабли
Помню, лет десять назад мы ставили на вертикальный упаковочный автомат (флоу-пак) стандартные асинхронники с частотником. Вроде бы всё рассчитали. Но при тестовых запусках постоянно был сбой на этапе поперечной запайки — нож не успевал заходить в фазу из-за просадки момента при резком ускорении. Проблема была не в мощности, а в малом пусковом моменте и высокой инерции ротора того двигателя. Линия вроде работала, но при малейшем изменении плотности материала или температуры начинались сбои. Пришлось переделывать.
Тогда и пришло понимание, что для точных позиционных задач — таких как резание или перфорация — часто нужны не просто моторы, а системы. Сейчас это, конечно, чаще сервоприводы. Но и тут есть подводные камни. Например, не все сервосистемы хорошо ?переваривают? циклические ударные нагрузки, которые возникают при работе кулачковых механизмов на старых, но ещё живых упаковочных машинах. Иногда надёжнее и дешевле оказывается связка из специального двигателя постоянного тока с тахогенератором и хорошего регулятора.
Кстати, о регуляторах и блоках питания. Это отдельная боль. Сколько раз видел, как на новую линию ставят дорогие импортные двигатели, а управление к ним подбирают по остаточному принципу — что-то из дешёвого сегмента. В итоге мотор не раскрывает и половины потенциала, греется, а инженеры грешат на механику. Хороший блок управления — это не просто ?включил-выключил?, он должен правильно отрабатывать профиль движения, заложенный в кинематику машины.
Кейс: замена импортного привода на вертикальном упаковщике
Был у нас проект на кондитерской фабрике. На старом итальянском автомате вышел из строя привод подачи плёнки — двигатель постоянного тока с щёточным узлом. Оригинальный мотор снят с производства, ждать аналог из Европы — 12 недель, простой линии недопустим. Нужно было найти замену здесь и сейчас, с сопоставимыми массо-габаритными и динамическими характеристиками.
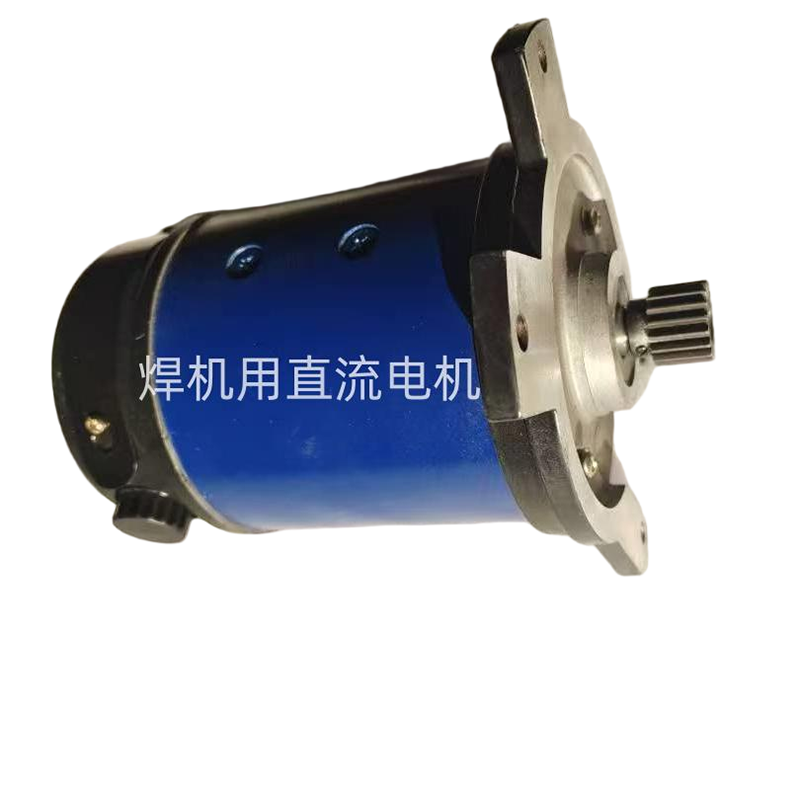
Перебрали несколько вариантов. Остановились на двигателе постоянного тока от компании ООО Цзыбо Шаньтэ Электродвигатель. Их сайт motorcn.ru тогда приглянулся тем, что там была чёткая техническая информация, не просто маркетинг. Основные продукты, как указано, — это как раз сервоприводы и двигатели постоянного тока, тахогенераторы, малогабаритные асинхронные двигатели. Важно было, что они позиционируют свою продукцию как замену импортной. Но теория теорией, а нужно было проверить на практике.
Ключевым моментом была не только геометрия крепления и фланца, но и электрические параметры: чтобы кривая момента на низких оборотах была пологой, и чтобы тахогенератор давал стабильный сигнал для обратной связи в системе управления. Взяли их двигатель постоянного тока с постоянными магнитами и соответствующий тахогенератор. Подобрали из их же ассортимента блок питания для управления. После настройки регулятора скорости линия вышла на режим. Что важно — удалось добиться даже более плавного хода подачи, чем было на оригинале, за счёт иных магнитных характеристик. Этот кейс хорошо показал, что иногда замена — это не шаг назад, а возможность немного модернизировать узел.
На что смотреть при подборе сегодня
Сейчас спектр задач шире. Если раньше часто требовалось просто заменить ?железо?, то сейчас всё чаще стоит вопрос о модернизации узла с повышением точности или скорости. Поэтому подход изменился.
Во-первых, обязательно анализирую циклограмму работы оборудования. Нужно понимать, где у двигателя режим длительного вращения (как у вала подачи), а где — стоп-старт с точным позиционированием (как у режущего механизма). Для первого случая может хватить надёжного асинхронного двигателя с векторным управлением от частотника. Для второго — уже смотрю в сторону сервоприводов или высокомоментных двигателей постоянного тока.
Во-вторых, смотрю на среду. В упаковке пищевых продуктов бывают мойки, пар, мучная пыль. Нужна соответствующая степень защиты (IP). Или, например, в холодильных камерах — исполнение для низких температур. Это не всегда есть в стандартных каталогах, нужно уточнять.
В-третьих, редуктор. Часто в упаковочном оборудовании мотор работает в паре с редуктором. Идеально, когда поставщик двигателей, как та же ООО Цзыбо Шаньтэ Электродвигатель, предлагает и подбор редукторов. Как указано в их описании, путём подбора различных редукторов и регуляторов скорости можно собирать нужные модели мотор-редукторов. Это экономит массу времени на согласование интерфейсов и гарантирует, что вся кинематическая пара будет работать согласованно.
Сервоприводы vs. классика: границы применения
Сейчас тренд — ставить сервоприводы везде. Но это не всегда оправдано экономически и технически. Да, сервопривод для упаковочного оборудования — это высокая точность позиционирования, динамика, возможность гибко менять программу движения через контроллер. Он незаменим в роботизированных паллетайзерах или сложных манипуляторах.
Однако есть множество операций в упаковке, где не нужна такая точность. Например, вращение бункера-накопителя или привод конвейерной ленты после термотоннеля. Там важна надёжность, стойкость к перегрузкам и простота. И здесь классические асинхронные электродвигатели или двигатели постоянного тока с простым регулятором скорости будут и дешевле в закупке, и проще в обслуживании для персонала на заводе.
Один из удачных компромиссов, который мы применяли, — это использование малогабаритных асинхронных двигателей с энкодерами и специализированными частотными преобразователями, которые могут работать в режиме обратной связи по положению. Получается недорогая ?полусервосистема?, которой хватает для многих задач позиционирования в упаковке средней сложности.
Мысли о надёжности и качестве
В итоге всё упирается в качество. Можно взять самую продвинутую схему, но если компоненты ненадёжны, вся линия будет простаивать. Для меня показатель — это не только паспортные данные, но и стабильность характеристик от партии к партии и ресурс. Тот самый ?высокий технический уровень, стабильное и надёжное качество?, о котором пишут многие, включая упомянутую компанию, должен подтверждаться на практике.
Например, для двигателей постоянного тока критичен ресурс щёток (если они есть) и коллектора, стойкость магнитов к размагничиванию при нагреве. Для асинхронных — качество изоляции обмоток и подшипниковых узлов. Часто эти вещи становятся ясны только через год-два эксплуатации в реальных условиях цеха.
Поэтому сейчас при выборе электродвигателей для упаковочного оборудования я всегда запрашиваю не только каталоги, но и рекомендации с других производств, где уже есть наработка по времени. Или, если время есть, запускаю длительные тесты на стенде, имитируя реальные рабочие циклы с ударными нагрузками. Потому что в упаковке каждая минута простоя — это упущенная выгода. И двигатель здесь — не просто ?крутилка?, а один из ключевых элементов, от которого зависит ритм всего производства.
Соответствующая продукция
Соответствующая продукция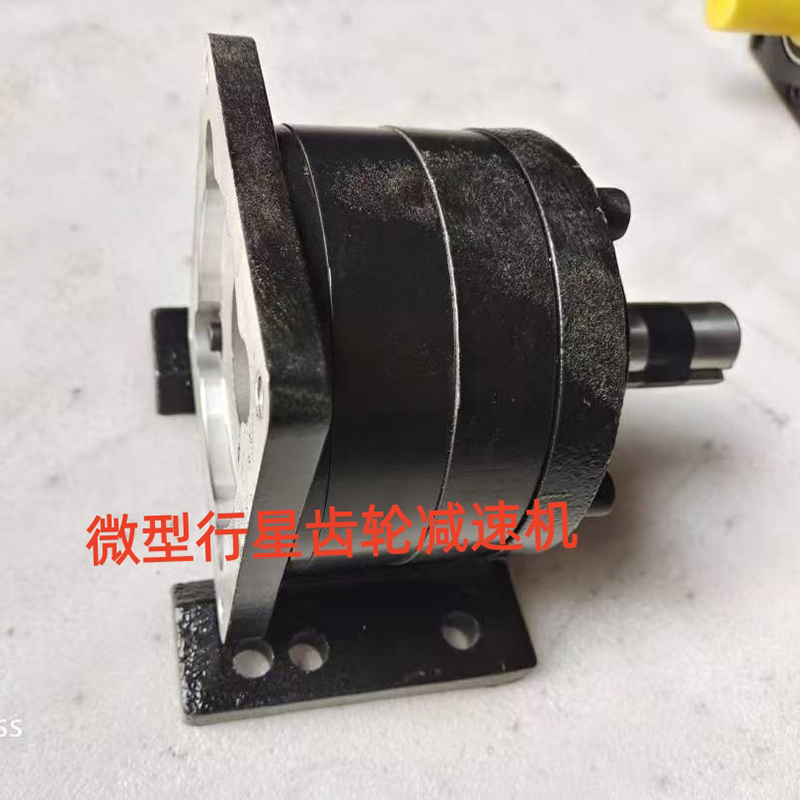



Самые продаваемые продукты
Самые продаваемые продукты-
 Малогабаритные сервоприводы постоянного тока серии SZ
Малогабаритные сервоприводы постоянного тока серии SZ -
 Электродвигатели постоянного тока серии ZK
Электродвигатели постоянного тока серии ZK -
 Двигатели постоянного тока для водоотводного оборудования
Двигатели постоянного тока для водоотводного оборудования -
 Взрывозащищенный двигатель переменного тока
Взрывозащищенный двигатель переменного тока -
 Планетарные редукторы (крепление на опоре A1)
Планетарные редукторы (крепление на опоре A1) -
 Электродвигатели постоянного тока с постоянными магнитами серии ZYT
Электродвигатели постоянного тока с постоянными магнитами серии ZYT -
 Планетарный редукторный двигатель постоянного тока (фланец A3)
Планетарный редукторный двигатель постоянного тока (фланец A3) -
 Двигатели для брезента самосвалов
Двигатели для брезента самосвалов -
 Низковольтный мотор постоянного тока высокой мощности серии DC
Низковольтный мотор постоянного тока высокой мощности серии DC -
 Двигатель постоянного тока для центрифуг
Двигатель постоянного тока для центрифуг -
 Бесщеточный планетарный редукторный двигатель постоянного тока
Бесщеточный планетарный редукторный двигатель постоянного тока -
 Однофазный планетарный двигатель переменного тока
Однофазный планетарный двигатель переменного тока
Связанный поиск
Связанный поиск- мотор редуктор с тормозом на электродвигателе
- электродвигатель с тормозом аир е
- электродвигатель для брезента самосвала
- регулируемый электродвигатель переменного тока
- электродвигатель с тормозом для кран балки
- редукторный электродвигатель переменного тока с цилиндрическими шестернями
- регуляторов скорости электродвигателей
- электродвигателей для насосов
- электродвигатель с электромагнитным тормозом
- редукторный электродвигатель с цилиндрическими шестернями

