
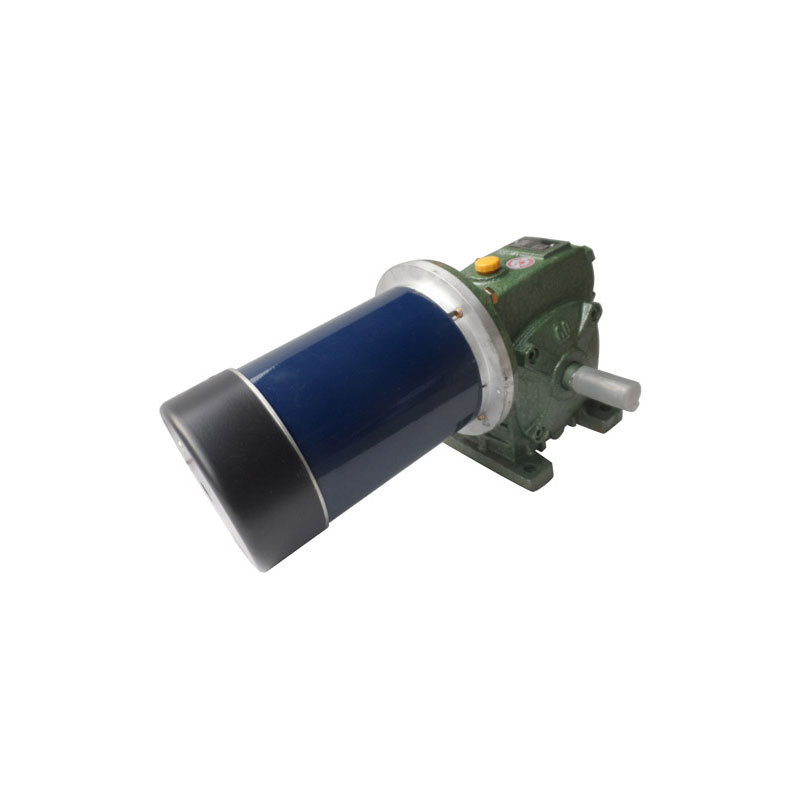
мотор редуктор с тормозом на электродвигателе
Если брать мотор-редуктор с тормозом на электродвигателе, многие думают, что главное — момент и передаточное число. Но на деле тормозная система часто становится слабым звеном, особенно в циклических режимах с частыми пусками. У нас в цехах случались ситуации, когда мотор-редуктор с тормозом от известного бренда перегревался после двух часов работы в режиме ?старт-стоп?. Пришлось разбирать — оказалось, проблемы с теплоотводом в тормозном модуле.
Конструктивные особенности, которые влияют на надёжность
Тормоз в мотор-редукторе с тормозом на электродвигателе — это не просто колодки и диск. В современных моделях, например, у ООО Цзыбо Шаньтэ Электродвигатель, используется электромагнитный принцип с пружинным замыканием. Если напряжение пропадает, тормоз срабатывает автоматически. Но тут есть тонкость: пружины со временем ?устают?, особенно при высоких циклах включения.
Обращал внимание на спецификации их продукции на https://www.motorcn.ru — там прямо указано, что для мотор-редукторов с тормозом допустимая частота включений до 1200 циклов/час. Это важный параметр, который многие игнорируют при подборе. Мы как-то поставили такой агрегат на конвейер с 1500 циклами — через месяц пришлось менять тормозной блок.
Ещё момент — материал фрикционных накладок. В дешёвых моделях используют композит с асбестом, но он ?боится? масла. Если редуктор масляный, а тормоз вынесен на двигатель — возможно попадание паров. У Шаньтэ в описании продуктов указано применение безасбестовых материалов, что для пищевых производств критично.
Подбор и комбинации с редукторами
Когда заказываешь мотор-редуктор с тормозом, нельзя просто взять любой двигатель и любой редуктор. Межосевое расстояние, крутящий момент на валу — всё должно быть сбалансировано. На том же motorcn.ru есть опция подбора редукторов под конкретные задачи. Например, для их двигателей с постоянными магнитами можно добавить червячный или цилиндрический редуктор — но с тормозом есть нюансы.
Червячные редукторы сами по себе имеют эффект самоторможения, но полагаться на это в системах безопасности нельзя. Поэтому тормоз на двигателе остаётся обязательным. А вот в цилиндрических редукторах обратный ход возможен — тут тормоз критически важен.
Помню случай на металлообрабатывающем станке: поставили мотор-редуктор с тормозом, но не учли инерцию маховика. При остановке тормоз срабатывал, но через 200 циклов начинал ?пробуксовывать?. Пришлось пересчитывать момент инерции и стапить тормоз с большим запасом.
Электрические характеристики и управление
Тормоз в мотор-редукторе с тормозом на электродвигателе — это не только механика. Напряжение питания тормоза, время срабатывания, защита от перенапряжений — всё это влияет на работу. У двигателей постоянного тока, например сервоприводов от Шаньтэ, тормоз часто питается от того же источника, что и обмотка.
Но тут есть риск: при резком отключении возможны броски напряжения. В их технической документации рекомендуют ставить варисторы для защиты. Мы на производстве learnt this the hard way — после скачка напряжения сгорела катушка тормоза на трёх двигателях сразу.
Ещё важный момент — задержка включения/выключения. В системах с ПЛК нужно программировать задержку между подачей питания на двигатель и отпусканием тормоза. Если сделать слишком короткую паузу, двигатель пытается стартовать с ещё заблокированным ротором. Слишком длинная — увеличивает цикл. Оптимально 100-200 мс, но это зависит от конкретной модели.
Применение в различных отраслях
В лифтовом оборудовании мотор-редуктор с тормозом — это вопрос безопасности. Тут требования жёсткие: двойное торможение, резервирование. У Шаньтэ в ассортименте есть модели с дополнительным ручным растормаживанием — полезная опция для сервиса.
На упаковочных линиях, где нужны точные остановки, важна не только мощность торможения, но и его повторяемость. Мы тестировали их двигатели с постоянными магнитами — разброс положения после остановки не превышал 0,5 градуса за 1000 циклов.
В станках с ЧПУ тормоз часто работает в паре с энкодером. Сигнал от энкодера идёт на контроллер, который управляет тормозом. Если использовать тахогенераторы постоянного тока от motorcn.ru, можно создать замкнутую систему контроля скорости и положения.
Техническое обслуживание и типичные проблемы
Регулярная проверка зазора в тормозе — обязательная процедура. Со временем фрикционные накладки изнашиваются, зазор увеличивается. Если превысить допустимый предел, время срабатывания растёт, а момент падает. В инструкциях к двигателям ООО Цзыбо Шаньтэ Электродвигатель есть таблицы с допустимыми зазорами для разных моделей.
Ещё одна частая проблема — залипание тормоза из-за конденсата или пыли. Особенно в неотапливаемых цехах с перепадами температуры. Решение — периодическая продувка сжатым воздухом и проверка сопротивления изоляции.
Из неочевидного: вибрация от редуктора может передаваться на тормозной узел и вызывать ослабление креплений. Раз в полгода стоит проверять момент затяжки всех болтов. Мы как-то обнаружили трещину в корпусе тормоза именно из-за вибрации — хорошо, что заметили до аварии.
Перспективы и новые решения
Сейчас появляются мотор-редукторы с тормозом, где используется не электромеханический, а электрогидравлический принцип. Это даёт более плавное торможение и лучший теплоотвод. Но пока такие системы дороже и сложнее в обслуживании.
У Шаньтэ в линейке продуктов есть блоки питания для управления электродвигателями, которые можно адаптировать под интеллектуальное управление тормозом. Например, плавное регулирование момента торможения в зависимости от нагрузки.
Интересно, что в малогабаритных асинхронных электродвигателях сейчас пробуют встраивать тормозные модули прямо в корпус, а не крепить на конце вала. Это сокращает габариты, но усложняет ремонт. Думаю, через пару лет такие решения станут массовыми.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Микроэлектродвигатели постоянного тока с редукторами с червячными передачами
Микроэлектродвигатели постоянного тока с редукторами с червячными передачами -
 Низковольтный мотор постоянного тока высокой мощности серии DC
Низковольтный мотор постоянного тока высокой мощности серии DC -
 Электродвигатель тента самосвала
Электродвигатель тента самосвала -
 Контроллер электродвигателя
Контроллер электродвигателя -
 Электродвигатели постоянного тока с постоянными магнитами ZYT261, ZYT261H1
Электродвигатели постоянного тока с постоянными магнитами ZYT261, ZYT261H1 -
 Редукторы червячного типа серии NMRV в комплекте с электродвигателями постоянного тока
Редукторы червячного типа серии NMRV в комплекте с электродвигателями постоянного тока -
 Малогабаритные мотор-редукторы постоянного тока серии J-SZ(ZYT)-Px
Малогабаритные мотор-редукторы постоянного тока серии J-SZ(ZYT)-Px -
 Электродвигатели постоянного тока с постоянными магнитами серии ZYT
Электродвигатели постоянного тока с постоянными магнитами серии ZYT -
 Малогабаритные сервоприводы постоянного тока серии SZ
Малогабаритные сервоприводы постоянного тока серии SZ -
 Малогабаритные планетарные редукторы серии PX
Малогабаритные планетарные редукторы серии PX -
 Электродвигатель для сварочного оборудования
Электродвигатель для сварочного оборудования -
 Серия источников питания для управления электродвигателями постоянного тока
Серия источников питания для управления электродвигателями постоянного тока
Связанный поиск
Связанный поиск- асинхронный электродвигатель с электромагнитным тормозом
- асинхронные электродвигатели с тормозом
- электродвигатель для упаковочного оборудования
- электродвигатель постоянного тока с регулировкой скорости
- редукторный электродвигатель
- электродвигатель для водяных насосов
- мотор редуктор с тормозом на электродвигателе
- редукторный электродвигатель переменного тока
- электродвигатель с тормозом для кран балки
- взрывозащищенный электродвигатель с тормозом

