
асинхронный электродвигатель с электромагнитным тормозом
Если брать наш опыт с асинхронный электродвигатель с электромагнитным тормозом, то многие до сих пор путают момент срабатывания тормоза с номинальной мощностью двигателя. На деле же задержка в 20-30 мс на старте — это не дефект, а плата за предотвращение обратного хода при резком останова на конвейерах.
Конструктивные компромиссы
Вот смотришь на каталог ООО Цзыбо Шаньтэ Электродвигатель — там вроде бы всё идеально: малогабаритные асинхронные двигатели с тормозами, но когда начинаешь монтировать их в старые прессы, вылезают мелочи. Например, зазор между якорем и тормозной колодкой в 0.3 мм против заявленных 0.5 мм уже через месяц эксплуатации даёт вибрацию.
Помню, на мясокомбинате под Воронежем ставили такие двигатели на транспортеры разделки туш. Летом при +35°C тормоз начинал 'залипать' — оказалось, термостойкость изоляции обмотки тормоза не учитывала паровую среду. Пришлось ставить дополнительные кожухи, хотя в документации про это ни слова.
Кстати, их же двигатели с сайта motorcn.ru мы пробовали в связке с редукторами SITI — там заявлена совместимость, но при длительных циклах 'стоп-пуск' появлялся люфт в месте крепления тормозного фланца. Пришлось дорабатывать посадку шпонки.
Электрические парадоксы
В теории питание тормоза должно отключаться одновременно с подачей напряжения на обмотку двигателя. Но на практике индукционные наводки от силовых кабелей иногда вызывают ложное срабатывание. Особенно если рядом сварочные аппараты работают — тут уже нужен экранированный кабель, хотя проектировщики редко это предусматривают.
Однажды на лесопилке в Архангельске из-за этого сожгли три тормозные катушки за неделю. Причём вину сначала списали на 'некачественные китайские двигатели', а оказалось — проблема в разводке щита управления.
Сейчас ООО Цзыбо Шаньтэ Электродвигатель предлагает блоки питания с фильтрацией помех — неплохое решение, но для влажных цехов лучше всё же ставить отдельные стабилизаторы. Их тахогенераторы постоянного тока кстати хорошо работают в таких схемах.
Термические лимиты
Мало кто учитывает, что электромагнитный тормоз греется сильнее при частых остановах, чем сам двигатель. В документации обычно пишут про 100% ПВ, но при 120 циклах в час температура тормозного диска может достигать 150°C даже на малогабаритных моделях.
На хлебозаводе в Казани пришлось ставить принудительное обдувание — двигатель-то работал нормально, а тормоз перегревался. Инженеры сначала грешили на несоосность, но замеры показали, что виноват именно тепловой режим.
Кстати, у китайских коллег с motorcn.ru есть интересное решение — биметаллические пластины в тормозном механизме, которые компенсируют тепловое расширение. Но для российских зим это иногда даёт обратный эффект — при -30°C зазор увеличивается сверх нормы.
Монтажные особенности
Если брать их сервоприводы постоянного тока — там с тормозами проще, а вот с асинхронниками вечная головная боль с центровкой. Разметочные риски на корпусе часто не соответствуют реальному положению ротора, поэтому при установке шестерён приходится перепроверять индикатором.
Запомнился случай на карьере в Кемерово: ставили двигатель с тормозом на дробилку, а после замены подшипников тормоз перестал срабатывать. Оказалось, при сборке сместили якорь на полмиллиметра — и магнитный поток уже не тот.
Сейчас многие берут комплекты мотор-редуктор с завода — как раз ООО Цзыбо Шаньтэ Электродвигатель предлагает такие сборки. Но если редуктор третьей фирмы, то биения вала могут убить тормоз за два месяца. Проверено на текстильных станках в Иваново.
Эволюция недочётов
Раньше главной проблемой были щётки в тормозных муфтах — сыпались графитовой пылью на обмотку. Сейчас перешли на бесконтактные системы, но появились новые 'болячки'. Например, остаточная намагниченность якоря после 50 тысяч циклов приводит к задержке отпускания на 5-7 мс.
Для точного позиционирования это критично — приходится ставить датчики Холла дополнительно. Кстати, у постоянных магнитоэлектрических двигателей постоянного тока с этим проще, но там свои нюансы с коммутацией.
Смотрю на последние поставки с motorcn.ru — вроде бы улучшили покрытие тормозных дисков, но проверять всё равно нужно каждый экземпляр. Как говорится, доверяй, но верифицируй.
Перспективы и альтернативы
Сейчас многие переходят на сервосистемы, но для 90% применений асинхронный электродвигатель с электромагнитным тормозом остаётся оптимальным по цене и надёжности. Главное — не гнаться за дешёвыми клонами, где экономят на толщине медного провода в катушке тормоза.
Из интересного — начали появляться гибридные решения с постоянными магнитами в тормозах, но пока это дороже на 30-40%. Для замены импортной продукции, как заявляет ООО Цзыбо Шаньтэ Электродвигатель, их традиционные модели всё же выгоднее.
Кстати, их блоки питания для управления электродвигателями хорошо показывают себя в схемах с групповым управлением тормозами — проверяли на складских подъёмниках. Но там важно соблюдать фазировку, иначе тормоза работают вразнобой.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Серия источников питания для управления электродвигателями постоянного тока
Серия источников питания для управления электродвигателями постоянного тока -
 Электродвигатели постоянного тока серии ZK
Электродвигатели постоянного тока серии ZK -
 Электродвигатель тента самосвала
Электродвигатель тента самосвала -
 Малогабаритные планетарные редукторы серии PX
Малогабаритные планетарные редукторы серии PX -
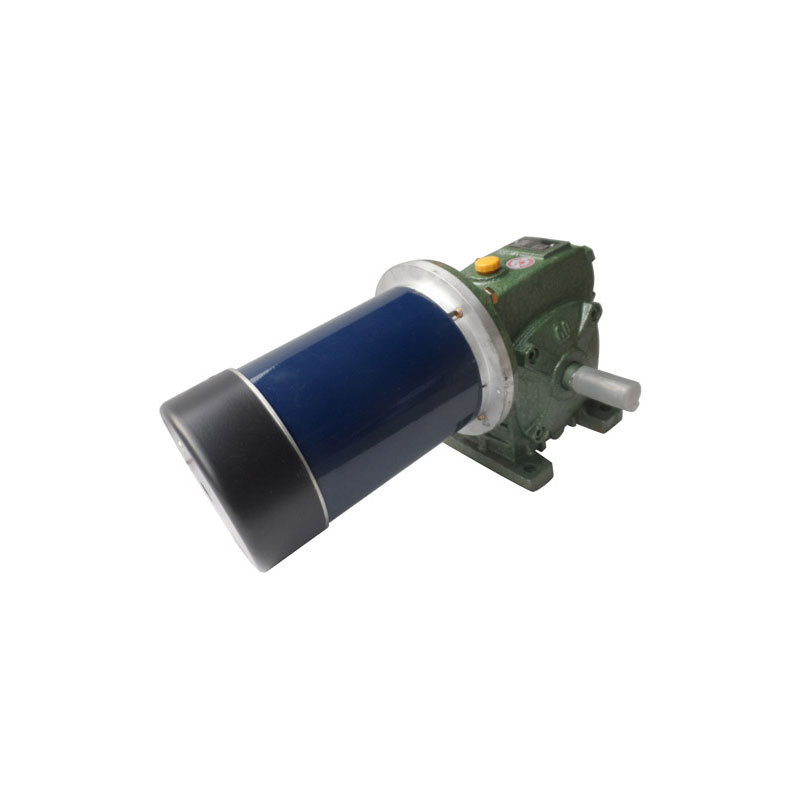
 Редукторы червячного типа серии NMRV в комплекте с электродвигателями постоянного тока
Редукторы червячного типа серии NMRV в комплекте с электродвигателями постоянного тока -
 Микроэлектродвигатели постоянного тока с редукторами с червячными передачами
Микроэлектродвигатели постоянного тока с редукторами с червячными передачами -
 Малогабаритные сервоприводы постоянного тока серии SZ
Малогабаритные сервоприводы постоянного тока серии SZ -
 Электродвигатель для сварочного оборудования
Электродвигатель для сварочного оборудования -
 Электродвигатели постоянного тока с постоянными магнитами ZYT261, ZYT261H1
Электродвигатели постоянного тока с постоянными магнитами ZYT261, ZYT261H1 -
 Серии GK и CJ — прямоугольные корпусные зубчатые мотор-редукторы постоянного тока
Серии GK и CJ — прямоугольные корпусные зубчатые мотор-редукторы постоянного тока -
 Контроллер электродвигателя
Контроллер электродвигателя -
 Электродвигатели постоянного тока с постоянными магнитами серии ZYT
Электродвигатели постоянного тока с постоянными магнитами серии ZYT
Связанный поиск
Связанный поиск- трехфазный электродвигатель с тормозом
- электродвигатель для полиграфического оборудования
- электродвигатель для водяных насосов
- асинхронные электродвигатели с тормозом
- электродвигатель с тормозом аир е
- червячный редукторный электродвигатель постоянного тока
- регулятор оборотов скорости электродвигателя
- электродвигатель для брезента самосвала
- электродвигатель с тормозом для кран балки
- электродвигатель с тормозом

